|
ę╗ĪóŪ░čį
įņ╝łÖC╩Ūė╔ę╗ŽĄ┴ą┼õ╠ūįOéõĮM│╔Ą─┬ō║ŽÖCŻ¼Ęųر▓┐║═Ė╔▓┐ā╔┤¾▓┐ĘųĪŻØ±▓┐░³└©╔ŽØ{┴„╦═ŽĄĮyĪóŠW▓┐║═ē║šź▓┐ĘųŻ¼Ė╔▓┐░³└©║µĖ╔Īóē║╣Ō║═ŠĒ╚Ī▓┐ĘųĪŻŲõ╔·«a┴„│╠ę╗░Ń╩ŪŻ║Ø{┴Ž═©▀^╔ŽØ{┴„╦═ŽĄĮyé„╦═ĄĮ╝łÖC╔·«aŠĆĄ─Ū░Č╦┴„Ø{ŽõŻ¼╚╗║¾Ø{┴Žė╔┤╦ę└┤╬═©▀^ŠW▓┐Īóē║šźĪóŪ░║µĖ╔Īó║¾║µĖ╔Īóē║╣ŌĪóŠĒ╝łÖCĄ╚į┌ā╚Ą─Ęų▓┐įOéõŻ¼│╔×ķįŁ╝łŻ╗įŁ╝łėų┐╔ęį┴Ē═Ō▀M╚ļÖC═Ō═┐▓╝║═Å═ŠĒÖC«a│÷│╔ŲĘ╝łĪŻ
įņ╝ł╩Ūę╗éĆ▀B└mĄ─╔·«a▀^│╠Ż¼ę“┤╦╔·«aŠĆĄ─▀B└m║═ėąą“┐žųŲ│╔×ķ┴╦ųŲ╝s│╔ŲĘ╝ł┘|┴┐║═«a┴┐Ą─Ų┐ŅiĪŻė╔ė┌ęįŪ░Ą─ųąąĪą═įņ╝łÖCČÓ▓╔ė├╗¼▓Ņš{╦┘ĘĮ╩ĮŻ¼Įø▀^Äū─Ļ╗“╩«Äū─ĻĄ─╔·«a▀\ąąŻ¼Ųõ▒ūČ╦īó╚šęµ├„’@Ż¼įOéõļŖÜŌį¬╝■└Ž╗»įņ│╔▀\ąą▓╗ĘĆČ©Ż¼╣╩šŽ┬╩Ė▀Ż¼öÓ╝ł┬╩Ė▀Ż¼«aŲĘ┘|┴┐įĮüĒįĮļyęį┐žųŲŻ¼Ūę╗¼▓Ņš{╦┘ĘĮ╩Į└╦┘M┴╦┤¾┴┐Ą─ļŖ─▄ĪŻļSų°ūāŅl╝╝ągĄ─░lš╣Ż¼ūāŅlŲ„ę“Š▀ėąš{╦┘ŲĮĘĆĪóš{╦┘ĘČć·┤¾Īóą¦┬╩Ė▀ĪóåóäėļŖ┴„ąĪĪó▀\ąąĘĆČ©┐╔┐┐Īó╣Ø─▄ą¦╣¹║├Īóūįäė┐žųŲĘĮ▒Ńęūąą║═Ųõ╦³š{╦┘ĘĮ╩Į¤oĘ©▒╚öMĄ─ā׳cŻ¼į┌Ė„ĘN╣żśI╔·«aųąĄ├ĄĮ┴╦ÅVĘ║Ą─æ¬ė├ĪŻ¼FöMČ©ė├ūāŅlŲ„ū„×ķĖ„Ęų▓┐ļŖÖCĄ─“īäėŻ¼═Ļ│╔ī”įņ╝łÖCĄ─äė┴”ŽĄĮyĖ─įņĪŻ
Č■Īóš¹¾wĘĮ░Ė
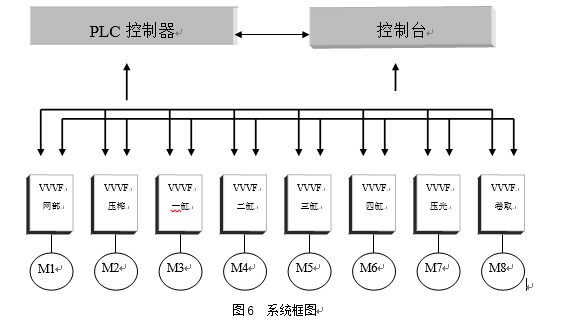
ŽĄĮy▓╔ė├PLC║═ūāŅlŲ„┐žųŲĘĮ╩ĮŻ¼Ė„éĆé„äė³cŠ∙▓╔ė├░┤Ōoį┌¼Fł÷š{╦┘Ż¼ŽĄĮy┐“łDęŖŻ©łD6Ż®Ż¼ūāŅlŲ„▓╔ė├╔Ł╠mHOPE800ŽĄ┴ąŻ©HOPE800G90T4 ĪóHOPE800G132T4 ĪóHOPE800G160T4 Ą╚ Ż®Ż¼PLC▓╔ė├╬„ķTūėsmart200ŽĄ┴ąŻ¼š¹éĆŽĄĮy┐╔ęį═Ļ│╔ęįŽ┬╣”─▄Ż║
Ż©1Ż® Ė„Ęų▓┐é„äė³c┐╔╚╬ęŌå╬¬ÜåóäėĪó═Żų╣║═š{╦┘Ż╗
Ż©2Ż® š¹ÖC═¼▓Į╝ėĪó£p╦┘Ż╗
Ż©3Ż® š{─│ę╗Ęų▓┐▄ć╦┘─▄╩╣įōĘų▓┐╝░Ųõęį║¾╦∙ėąĘų▓┐▄ć╦┘═¼ŠĆ╦┘Č╚š{š¹Ż╗
Ż©4Ż® Š▀ėąŠo╝ł║¾Ż¼▄ć╦┘ūįäė╗ųÅ═×ķįŁ▀\ąą▄ć╦┘Ą─╣”─▄Ż╗
Ż©5Ż® ūŅĖ▀įOėŗ▄ć╦┘┐╔Ė∙ō■╔·«aę¬Ū¾š{š¹Ż╗
Ż©6Ż® Šo╝▒═Ż▄ć╣”─▄ĪŻ
╩╣Ę┤üÅł┴”┼cĮoČ©Åł┴”¤oŲ½▓ŅĪŻīóÅł┴”é„ĖąŲ„Ą─▌ö│÷ą┼╠¢ū„×ķPIDĘ┤üŻ¼PIDĮoČ©═©▀^öĄūųįOČ©│╔└ĒŽļĄ─Åł┴”ųĄĪŻų„ÖCĄ─▀\ąąųąą┼╠¢ū„×ķÅ─ÖCĄ─Ų═Ż├³┴ŅĪŻ
ŽĄĮyłD╚ńŽ┬Ż║
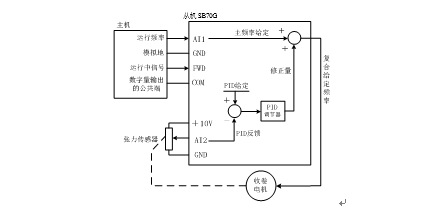
ĪóÅł┴”ķgĮėėŗ╦ŃÖz£yķ]ŁhĘĮ╩Į
ė╔┤·▒Ē╔·«a╝łŠĆ╦┘Č╚Ą─ų„ÖCŻ©╦─Ėū╗“ē║╣ŌÖCūāŅlŲ„Ż®▀\ąąŅl┬╩║═ŠĒ└@╝łÅłĄ─īŹĢrŠĒÅĮėŗ╦Ń│÷ŽÓæ¬Ą─Å─ÖCŻ©ŠĒ╚ĪÖCŻ®ų„ĮoČ©Ņl┬╩Ż¼ęį┤╦ū„×ķŪ░üŻ╗═¼Ģrė├PIDš{╣ØŲ„┐žųŲ╝łÅłĄ─Åł┴”PID▌ö│÷Ż¼ī”ĮoČ©Ņl┬╩▀Mąą▓╗öÓą▐š²Ż¼īóą▐š²║¾Ą─Ņl┬╩ū„×ķŠĒ╚ĪļŖÖCĄ─ĮoČ©Ņl┬╩ĪŻ▀@ĘNŪ░ü║═Ę┤ü╣▓ė├Ą─Å═║Ž┐žųŲĘĮĘ©┐žųŲŠ½Č╚║▄Ė▀Ż¼║▄ČÓÅł┴”┐žųŲīŻė├Ą─ūāŅlŲ„Č╝╩╣ė├┴╦▀@ĘNĘĮĘ©ĪŻČ°SB70G┐╔ęį═©▀^┐╔ŠÄ│╠─ŻēKüĒŠÄ│╠īŹ¼F▀@ĘN┐žųŲŻ¼╩╣ė├ĘĮ▒ŃŻ¼ĘĮĘ©ņ`╗ŅĪŻŽĄĮy┐žųŲ┐“łD╚ńŽ┬Ż║
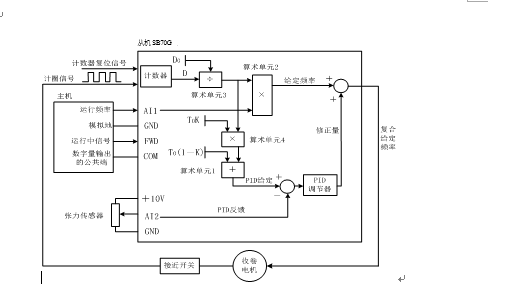
ąĶę¬┴╦ĮŌĖ³ČÓ«aŲĘ╗“š▀ĮŌøQĘĮ░Ė┐╔üĒļŖū╔įāĪŻ
|

